Ранее было сказано, что освоено гуманное трехмерное сканирование реальных объектов из мира антиквариата. Это так, услуга продается. Но за рамками остались сложности, которые пришлось преодолеть, и их достаточно много. С течением времени, по мере формирования личного опыта, удалось проблемы решить и сформулировать мысли, допустимые и необходимые к публикации с точек зрения и защиты авторсикх прав, и саморекламы, и защиты страждущих от получения боли и отчаянья при неизбежной порче неудачными экспериментами уникальных сканируемых объектов.
Казалось бы, простая задача, создать карту высот, т.е. набор значений глубины (высоты) от координаты X и Y. Разумеется, по этому пути пытались идти многие, не вставая со стула пытаясь преобразовывать черно-белые изображения в объемные, даже название придумали — фотограмметрия. Дает отличные результаты только в презентациях дэффективных манагеров по продажам на специально подготовленных картинках. Желающим развивать это направление имеет смысл ознакомиться с наработками автора здесь, выложено в публичный доступ.
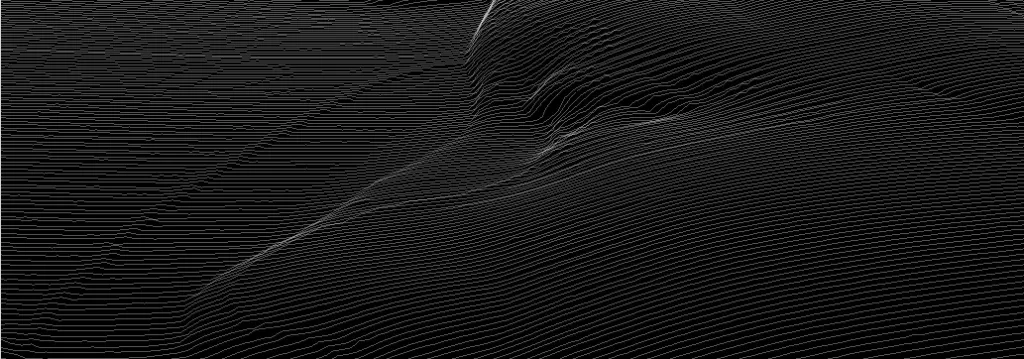
В реальности методы трехмерного сканирования как способ создания трехмерных моделей реальных объектов грубо делятся на контактные и безконтактные, в духе модели изучения иностранного языка «под гипнозом во сне», и работающие. С учетом того, что реальные объекты, достойные трехмерного сканирования, это арт-объекты, скорее всего антиквариат, со всеми отметками времени, сразу становится понятен ассортимент материалов, объектов — это деревянные, металлические, стеклянные, керамические, каменные, бумажные и т.п. изделия. Так вот фотограмметрии, «воссоздание по фотографии», трехмерная лепка, ультразвук, емкостные методы, световые, лазерные увы, мягко говоря не вполне рабочие. Всевозможные способы, основанные на отражении тех, или иных волн, будь то механические волны (звук, ультразвук), или электромагнитные (свет, магнетизм, емкостные) увы, из-за многообразия свойств работают ограниченно годно. Зыринг против пробинга — об этом есть отдельная статья, которую можно проиллюстрировать визуальным сравнением результатов зыринга (слева, работа лучшего на 2026г. сервиса) и пробинга (справа) силами автора —
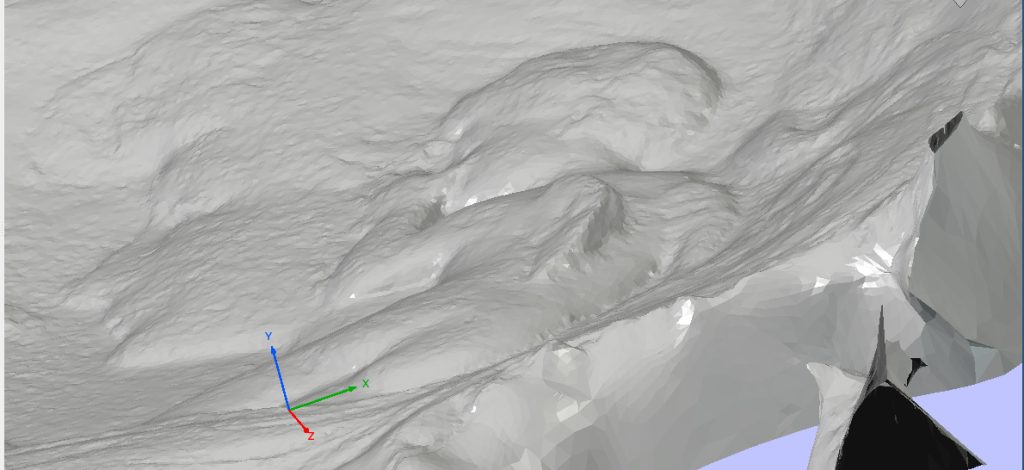
Количество точек, между прочим, примерно одинаковое. Божественные следы времени в виде патины, местами почти абсолютно черной, и на том же изделии натертые до блеска потертости на вогнутостяях и выгнутостях убивают все световые методы. Отражение звуковой волны от блестящей и патинированной поверхности, металла, дерева и подгнившего дерева столь различны, что основанные на звуковых волнах методы тоже не вполне рабочие. Т.е. чисто механически они работают — если открыть картиннку в программе и нажать кнопку «сделать», то программа выдаст результат, но частенько по схеме, описанной Аллой Борисовной в песне про грозу и козу. Чистка и правка этого результата настолько трудоемка, до неподъемности, что автору оказалось проще нарисовать самому поверх картинки, с многократными итерациями, включая «вырезать в натуре» и выкинуть результат. Однако и такой путь может привести к успеху, но лишь в простейших случаях и лишь когда ставится задача «сделать похоже», а не «копия». Пример? — пожалуйста:


Соглашусь, что в безвыходной ситуации, когда оригинал недоступен, другого выхода нет и фотограмметрия будет единственно доступным способом, и для него, повторюсь, чрезвычайно важно сказанное в конце второго абзаца. Однако если оргинал доступн для исследования и габариты его позволяют обработать контактным способом, то нет смысла заниматься волновыми методами и тратить время на неуправляемые (вцелом) попыки «починить» и «исправить» результаты.
В качестве примера приведу бред поисковой выдачи — «Точность лазерного сканирования в реставрации может достигать 0,01 мм, что позволяет создавать высокодетализированные цифровые копии объектов культурного наследия«. Именно что может. Это как цены «от». Подробнее по теме сравнения «современный метод» лазерный зыринг против «дедовского метода» потрогать статья здесь.
Вот фотография реального объекта —

А вот его скан, обратите внимание, шаг не более 0.15мм —
Чтобы было еще лучше видно вот увеличение —
Без сканирования и не было видно, что вокруг контура профиля есть продавленная обводка.
Реально работающий метод — контактное сканирование. Нежно, в теории — перышком, ищем точку контакта со сканируемым объектом, находим контакт и записываем точку контакта. Оптимисты, и автор по началу тоже, обрадовавшись снизившимся ценам на контактыне датчики по картинке —
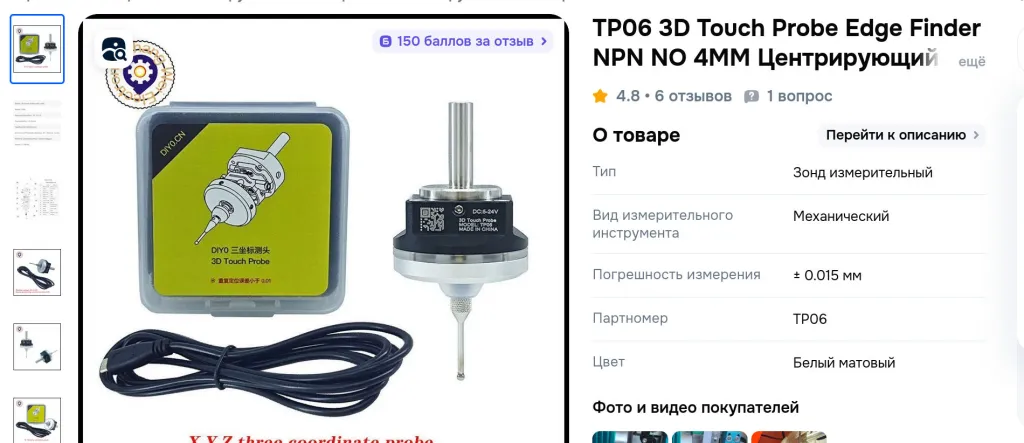
цена вопроса немного выше 3000 руб. в ценах осени 2025г., покупают и думают, ну все, задача решена! Радость оптимистов понятна — ранее такого рода датчики от мастеровитых изготовителей (Verser, наш человек, Сергей, честь ему и хвала за работу) стоили близко к 300$ и это считалось очень дешево по сравнению с оригинальными Renishaw. Китайский, конечно, хуже и по электронике, и по величине хода щупа, причем многократно, но не специалистам этого не понять. Однако общим является то, что изготовители скопировали друг у друга — диаметр кончика 2мм и усилие пружины, обеспечивающей работу датчика. Кончик в 2мм не просунуть куда надо у реального объекта. А усилие пружины столь значительно, что…. Если таким датчиком попробовать найти край пальца, то будет очень больно, если край поролона — будет продавлен насквозь, если найти поверхность подстаканника, то будет микровмятина и нарушение оксидной пленки (патины), у деревянного на грани разрушения материи объекта — просто труха. На память приходит эксперимент слона по определению разницы между человеком и мышью — они однаковые, поскольку теплые и мягкие. Хорошо, что у автора хватило ума попробовать на донышке личного пдстаканника и провести замеры усилий.
А замеры таковы — усилие вертикального срабатывания датчика такого рода порядка 0,5кг. Замена пружины на менее сильную приводит к тому, что раз в несколько тысяч или десятков тысяч проб датчик не возвращается в исходное положение. Автору пришлось такой датчик полностью разобрать и попытаться изменить конструкцию его позолоченных контактов — это позволило добиться устойчивой работы с усилием срабатывания порядка 215гр. десятки тысяч раз подряд, но не сотни (этот предел с многократно меньшим усилием был преодолен позднее).
И что же такое 215гр. усилия срабатывания? Это примерно 2,11 Ньютона. Формулу давления, надеюсь, помнят все — Силу поделить на Площадь, Ньютоны делить на Метры Квадратные. У шарика диаметром 2мм при касании с плоским дном площадь касания стремится у нулю, но любой материал имеет свойство упругости — немного прогнется, площадь контакта растет. Вопрос лишь в том, выгнется ли обратно? Да, выгнется, если создаваемое давление будет МЕНЬШЕ предела прочности (упругой деформации) материала. Чему же равен предел прочности материалов? У дерева поперек волокон порядка 4-5МПа (МегаПаскалей), у серебра ок. 157МПа, меди ок. 200МПа, керамики на много больше, а вот олова, лежащего в основе сплава Британий, всего лишь от 14МПа. и это значение обеспечивает радиус контакта в 0.22мм.! Т.е. щуп будет продавливаться в сплав до тех пор, пока диаметр лунки не достигнет 0.44мм! (после этого площадь вырастет, что снизит давление до величин, меньше, чем предел прочности и рост размера лунки прекратится). Конечно, сплав на то и сплав, чтобы его свойства были лучше, чем исходного материала. Оригинальный сплав существенно прочнее исходного олова, данные не раскрываются, но обильно представленные на антикварном рынке российские изделия в духе WMF, не говоря уже о польских Плевкевичах, ощутимо слабее Британия. А дерево даже твердых пород (дуб) в три раза слабее даже оригинального олова, что уж говорить про обычные для резных изделий породы не твердой древесины.
В итоге пришлось создавать свою собственную конструкцию датчика для трехмерного сканирования с усилием срабатывания в единицы граммов. Вполне достойный результат для прославления российской инженерной мысли — усилие срабатывания порядка 5 граммов, что на кончике иглы диаметром 0.1мм создает давление меньше 46КПа. В 90 раз мягче, нежнее прославленных промышленных датчиков. В реальности, к сожалению, ушло несколько месяцев на пробы и ошибки с коррекцией собственной конструкции датчика — размеры, вес, профиль сечения, способы прижима, углы контакта и форма, скорости туда и обратно, ускорения, число степеней свободы конструкторских решений зашкаливало. Борьба с ложными срабатываниями и их причинами. Сотни и сотни часов экспериментов. Т.е. сделать атомной силы прижим и изуродовать исследуемый предмет может любой дурак. А вот нежно отсканировать — лишь избранные и автор из их числа.
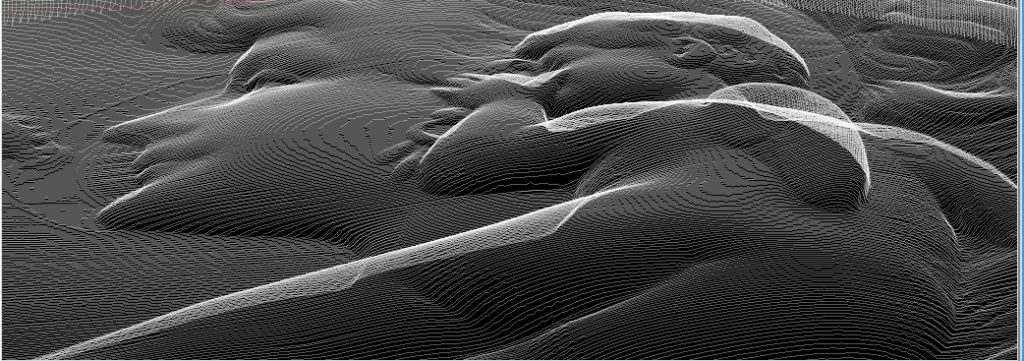
Однако граммы граммами, а облако точек это облако точек. Какая связзь? — важная. Усилие срабатывания жестко ограничивает несколько параметров — размер кончика зонда и диаметр ноги зонда. Нога должна все эти граммы выдеражть без значимых (для результата) отклонений (изгибов), а размер кончика зонда, который определяет площадь, на которую давит усилие срабатывания датчика, определяет давление на поверхность. Датчик нашей конструкции может срабатывать при усилии 5гр (и тут датчик реагирует почти на каждый чих и вибрацию самого измерительного станка — очень нервное поведение и не вполне рабочее для имещегося станка). А маститые брэнды от 450гр, даже после вмешательства ниших же же же рук, от 250гр. В 50 раз отличается усилие срабатывания = в квадратный корень из 50 может быть уменьшен диаметр кончика зонда с точки зрения давления и в корень третьей степени с точки зрения изгиба. Сложно для понимания? Покажу на картинках. Вот оригинал, который мы сканируем —

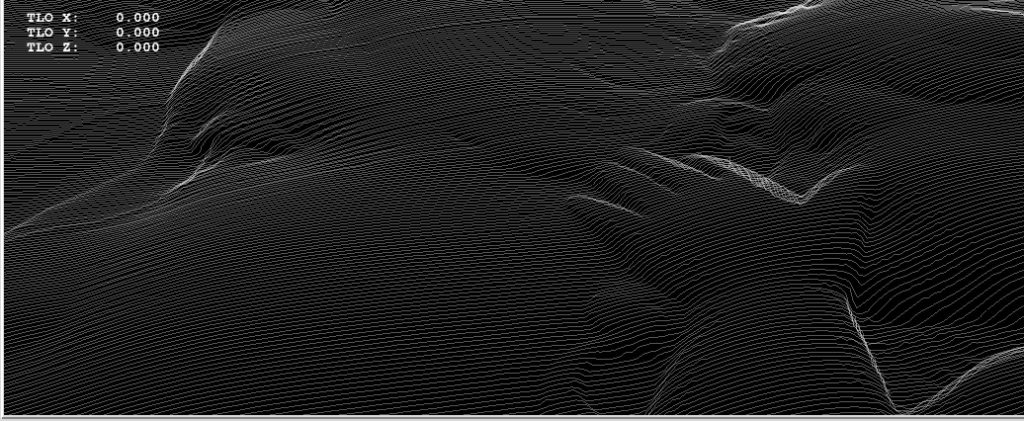
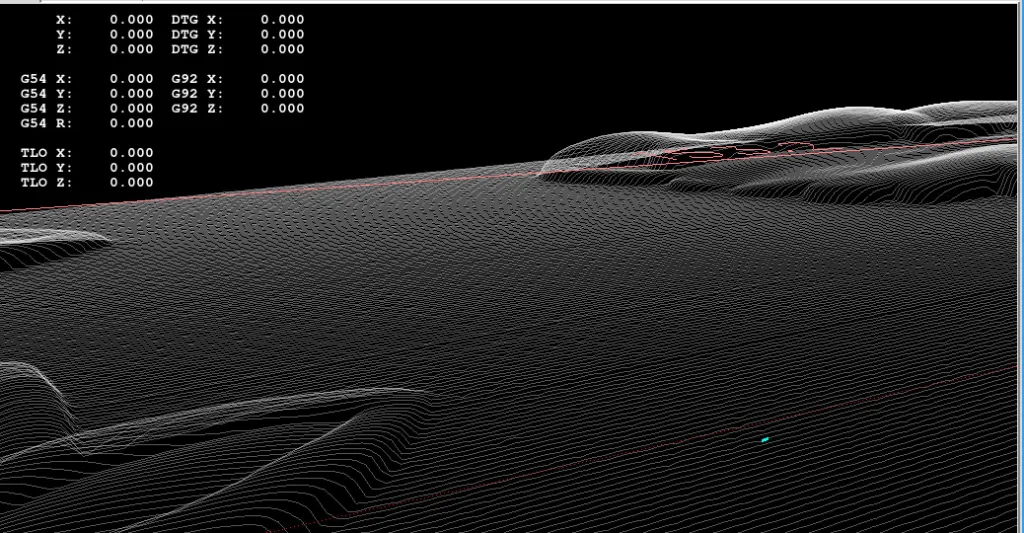
Видны серебро блестящее, патина, небольшие горошинки, из которых соформирована поверхность. Вот работа датчика именитых брэндов (после нашей доработки, до нее качество было и вовсе отвратное) —
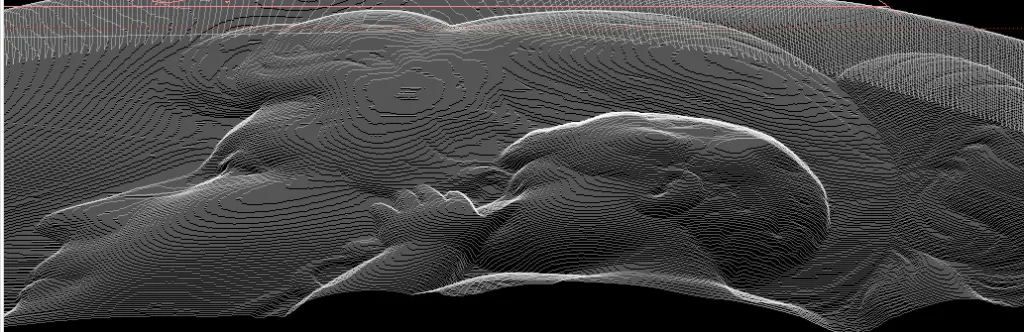
А вот результат работы собственной конструкции датчика, редакция первая (ныне работает уже четвертая редакция конструкции) —
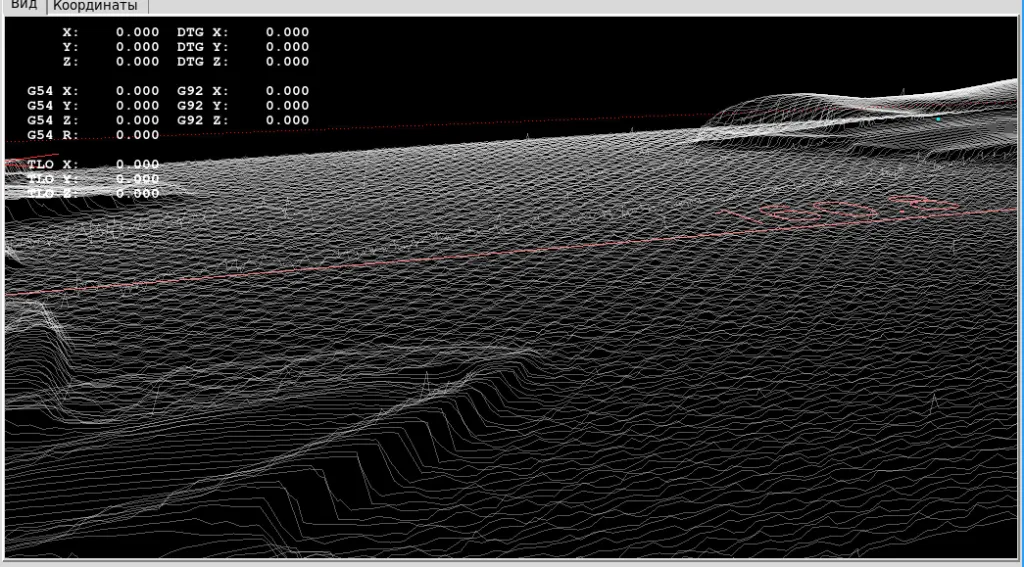
Разницу видите? то-то и оно. Патина не пострадала. И горошинки на месте. Ложные срабатывания имеются, но их можно вручную выделить и удалить или довериться разным математически выверенным фильтрам. И да, хотелось бы видеть результаты работы конкурирующим методов трехмерного сканирования по таким поверхностям 🙂 — умрут от отравления никотином. UPD 2026-04 — собственно результаты сравнения получены и опубликованы здесь (первые) и здесь (вторые и больше).
Автор не замахивается на создание именно что трехмерных моделей из облака точек, ограничиваясь лишь получением этого самого качественного облака точек с реального объекта. Дело в том, что в каждой избушке свои пожелания по теме «в каком именно софте и формате модель», но во всех случаях танцуют от облака точек. С точки зрения результата сканирования шаг сетки 0.15мм — это очень достойно. Но с точки зрения получения модели этого недостаточно. Ламеры сразу возьмут это облако точек, прогонят через какой-нибудь MeshLab с фильтрами «повышение детализации» и всевозможными чистками, чем нагадят сами себе — удалят, замылят детали и насоздают лишних слоев по Z (программы не захотят вникать в детали потребностей клиента). В получаемом облаке точек детализация по вертикали более, чем достаточная. По существу предоставляется набор профилей поперечного сечения, срезов сканируемого изделия и поэтому следует добавлять только срезы по координате Х и У. Причем шаг по Х у нас прибит гвоздями, а по У шаг динамический, автоматически снижается на крутых подъемах профиля, до 0.04мм. Вот всеми этими чудесами заказчик будет заниматься сам.