Многие имеют возможность — собственный станок с ЧПУ. Также многие из этих многих имеют желание делать изделия из металлов, но даже при наличии своего ЧПУ не имеют такой возможности. Памятуя известный тост за то, чтобы возможности совпадали с желаниями, и создан комплект деталей для реализации желаний.
Чаще всего начинают со станков ЧПУ, укомплектованных дешевыми китайскими шпинделями якобы 250-500вт —

Достоинств у него два, но очень важных — минимальная стоимость и он работает. Недостатки не менее существенные — поганые подшипники, умирают быстрее щеток даже при работе по дереву, критически падает мощность при снижении обортов, часто подшипники для снижения вибраций лежат в резиновых корытцах. Если для «гравировки» это еще туда-сюда, то даже для работы с деревом это плохо — упругие опоры подшипников пружинят и дерут дерево, а в работе с металлами еще хуже, будет ломать инструмент. Но главное — скорости вращения фрезы. Имеющиеся 12000 оборотов в минуту для дерева маловато, а для стали чрезмерно много.
Суть проблемы в скорости резания. Для каждого материала, когда мы его режем тем, или иным лезвием, есть оптимальные скорости резания. Масло режем на одной скорости, траву на другой, дерево на третьей, алюминий, пластик, сталь — всем свои скорости. Если резать на скорости меньшей, чем надо, будет просто и медленно, и скучно, и долго. Если же на бОльшей, чем надо — будет тупиться лезвие, будет перегрев, будет плавиться или гореть.
И каковы же скорости резания? Про траву и масло не скажу, но дерево (дуб) режут на скорости 100-200 метров в минуту, текстолит 100, алюминий 120-130, сталь ст45 — 40. Разброс большой, а шпиндель один. Разброс скоростей даже для одного метериала может быть двухкратный — зависит от качества лезвия, фрезы. Но работая со станком никто не командует «резать со скоростью» такой-то. Мастер выбирает нужную фрезу — по форме и диаметру. Зная ее диаметр вычисляет обороты фрезы, при которых лезвия фрезы буду двигаться с нужной скоростью — дают команду шпинделю крутить фрезу на столько-то оборотов.
Из этой простой арифметки (скорость резания фрезы = число оборотов в минуту умножаем на число Пи и на диаметр фрезы) получается, что для фрезы диаметром 6мм при работе со сталью Ст45 нужны обороты не выше 4200. А мотор у нас, напомню, в дешевом случае на 12000, в дорогом на 24000. Если мотору приказать крутиться медленее, выдаваемая им сила быстро уменьшается, пусть даже линейно, хотя это и не так. Сила, выдаваемая мотором уменьшается, а сила, требуемая на лезвии фрезы наоборот, растет — с ростом диаметра растет радиус, лезвие в процессе реза преодолевает сопротивление материала и чем больше радиус, тем больше «плечо» к центру фрезы. Получается проблема — снижать обороты необходимо, при этом снижается сила мотора на лезвии фрезы.
И каковы же у нас силы? 500вт при 12000 оборотах — это угловая скорость умноженная на крутящий момент, т.е. 500=12000*Pi/60 * M, следовательно M= 500*60/(12000*3.142)=0.8 Ньтона на метр. Это значит, что на лезвии фрезы диаметром 6мм усилие 0.8/3мм/9,82=27кг. Ого-го-го, 500вт не так уж и мало. На память приходит мощность одной лошади — 765вт. Но при снижении скорости вращения фрезы в три раза мощность падает больше, чем в 3 раза, там и 2кг не будет, а если и будет, то с перегревом и дымом от обмоток мотора. Очевидно, что с уменьшением диаметра фрезы усилие на лезвие приходится больше при той же мощности. Скажем прямо —27кг нагрузки будет гнуть даже фрезу диаметром 6мм, а фрезу 3мм просто сломает. Это один из доводов в пользу применения фрезы максимально возможно большого диаметра.
Но как все меняется при уменьшении диаметра фрезы! Предположим, Вам нужны ювелирного характера работы по металлу и для той же стали Ст45 при диаметре фрезы 0.5мм нужно уже 52000 оборотов! А по дереву, при работе с трехмерным рельефов фрезой с диаметром 0.5мм, а ведь бывает и 0.25, требуется около 180000, и где-ж их взять-то?!
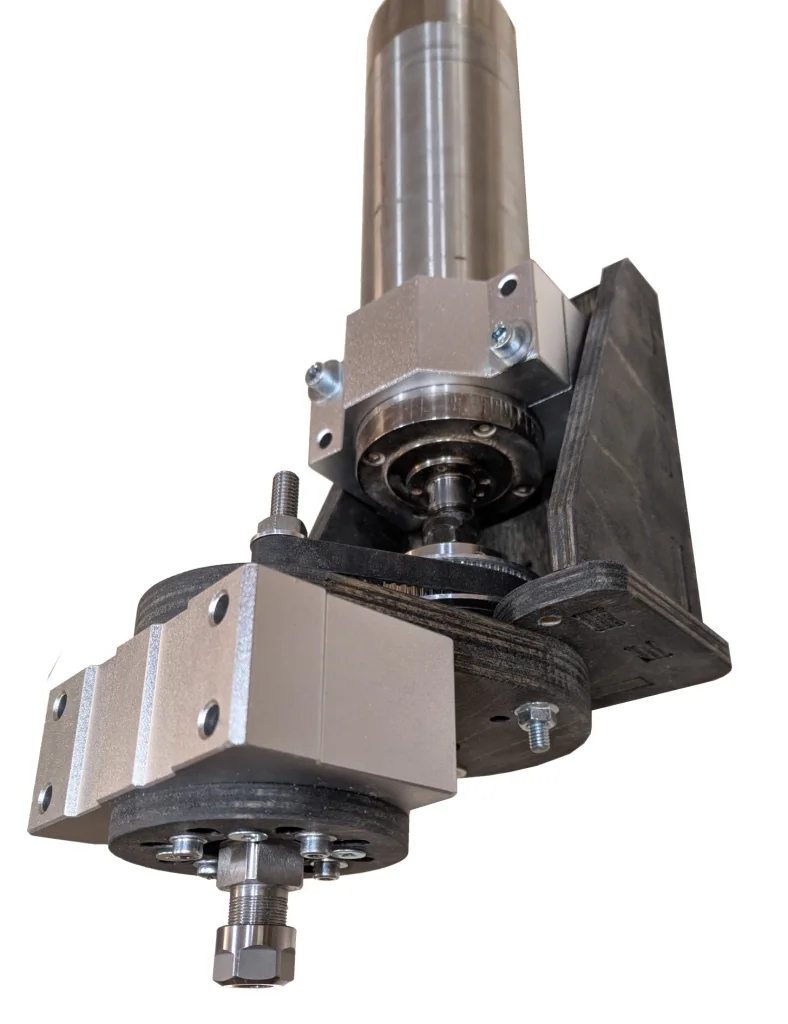
Сменить дешевый шпиндель с его 12000 на дорогой с его 24000 не вариант — толку не будет. А низкообротных или высокооборотных шпинделей для ЧПУ станка Вашей весовой категории просто не существует. Совсем. Единственный вариант — это шпиндельный редуктор, выпуском которого как-то пока никто не озаботился. И тут пришел ВАЮ. В процессе работы над станком Тадам-10, в составе «стальной» версии которого такой редуктор сразу предусмотрен, пришло понимание того, что было бы полезно сделать низкооборотный шпиндель как картридж, вставляемый в стандарные места крепления обычных шпинделей широко распространенных моделей. Понятно, что корпуса этих «широко распространенных моделей» имеют свою геометрию, но диаметры шпинделей заранее известны, это 52, 65 и 80мм. Оставалось только создать компоновку, подобрать качественные подшипники, придумать, как все это в одном флаконе собрать и сделать.
Предложенная конструкция, казалось бы, в одном корпусе позволяет получить от 12000/4=3000 до 12000*4=48000 оборотов в минуту простым переставлением шкивов местами. Однако практика показала, что это «так не работает». Не удается купить дешевые высокооборотные подшипники. Купленные псевдо SKF с паспортными 56000 оборотами катострофически нагревались уже даже на 24000 оборотах, да и ремень тоже грелся — он же китайский. Потому о высокооборотной версии приходится забыть.
Ключевая деталь — собственная модель вала с патроном ER11, на который все собирается. От качества, точности изготовления этой ключевой детали зависит почти все и именно поэтому купить такую «стандартную» на Озоне или Али невозможно. Должны быть точно выполнены размеры под посадки подшипников и обеспечена соосность конуса цанги с осями пошипников, размеры должны соответствовать конструкторской задумке, которая ориентируется на фактические размеры стандартных держаталей шпинделей. За ключевую деталь отвечает токарь высокой квалификации Александр Суворов, Россия, Санкт-Петербург. Корпусные детали — опоры подшипников, регулируемая опора двигателя изготавливаются из того, или иного дерева — по обстоятельствам. В любом случае эти детали адекватны. В целях снижения Ваших расходов на оплату труда автора такие детали будут поставляться в состоянии «из под фрезы» — шкурите и собираете все сами, полностью собранные версии будут ощутимо дороже.