Для нетерпеливых и не любящих многобукфф — сам станочек, комплект файлов для изготовления, продается здесь.
upd: Тема дополнена четвертой осью — как отдельный проект и товар. Она потребуется для работы с длинными телами вращения. Электроника та же, Mach тянет до 5 осей. О жесткости станков сказано здесь, на Тадам-9 доступны только мягкая фрезеровка или лазер типа моих работ. Для работ по стали и алюминию требуется Тадам-10.
Соверешнно согласен с тов. Вудхаузом — мы живем в лучшее из времен и даже инквизиция роскомкозлов не может это испортить. Благодаря великому китайскому народу стоимость деталей, заменяющих быстро спивающиеся руки всевозможных исполнителей, которых были вынуждены ждать и использовать Инженеры и другие Мастера-Создатели для реализации своих идей, снизилась настолько, что … Все можно теперь сделать самому, сроки от момента любовных утех с Музой до воплощения в натуре рожденных ею же идей сократились до считанных часов и дней, чему примером приведу самые эротичные в мире дверные наличники моей же работы.
Для желающих потратить сумасшедшие деньги на покупку китайского дерьмеца, но существенно дороже Али, порекомендую известное автору с 2016г. место — именно «усиленная модель CNC3040» , была заменена на Тадам-1 и результаты сравнения их жесткости показаны здесь, о чем также и ниже. Для желающих за те же деньги получить взрослые машины настоятельно порекомендую работы реально российского мастера — ЧПУ «Вектроник». Пожалуйста усвойте, что продается вес. Вес стоит денег. И чудес не бывает, бывает только маркетинговое жульничество а-ля «овсяные хлопья без асбеста!»
По состоянию на январь 2026г. благодаря некоторым клиентам выяснилось, что цены на лазерную резку близки к конским, порядка 6500руб. за комплект. Это уже близко к коммерческому для меня интересу и готовится к выпуску новая модель из фанеры толщиной 18мм, комплект деталей целиком буду изготавливать я. Станок будет уже взрослым при сопоставимых расходах. Например, здесь на ось надо 2.5 трубочки по 250р = 700р. В то же время на Озоне можно купить рельсы с каретками за 2300. Но рельсы это уже по-взрослому. В итоге представлена модель станка с ЧПУ Тадам-10.
Все циклично повторяется. Первый станок ЧПУ в жизни автора возник из Поднебесной в 2016г. не от хорошей жизни, а по нужде. Ему и трех месяцев не было, как в ответ на издыхание душманского китайского шпинделя пытливый ум в союзе с Музой родили показательную и экстремальную версию станка Тадам-1 (на фото маленький Тадам-1 с рабочим полем 360*540*100мм делает большой шкаф размером 1200*2200*300мм)-
Тадам-1, изготовленный из чистого дуба, оказался в 5 раз быстрее и сильнее «усиленного китайского», на 20% больше в тех же габаритах и в несколько раз дешевле. Уже на нем, но в 2019г, был создан Тадам-2 из массива ясеня, обрезки которого спустя несколько лет и уже после создания многих изделий типа Стула с RUS-алками, ширм #1, #2, #3, а-ля Мажорель или Гаспар Гомар, (одних из) самых дорогих в мире карнизов К9 и многого другого, послужили основой первой версии гобеленового ткацкого станка Тадам-6. Начало же СВО, вызвавшей паузу в международных заказах, позволило создать Тадам-3 с переходом в Тадам-4. Другие Тадамы кучно пошли в 2023-2025гг., это Вы сможете увидеть в Библиотеке. Столь много слов предистории потрачены со смыслом — читатель должен был понять, что годную в коммерческом смысле продукцию можно выпускать с использованием станков даже из фанеры. Дело в голове, а не материале станка.
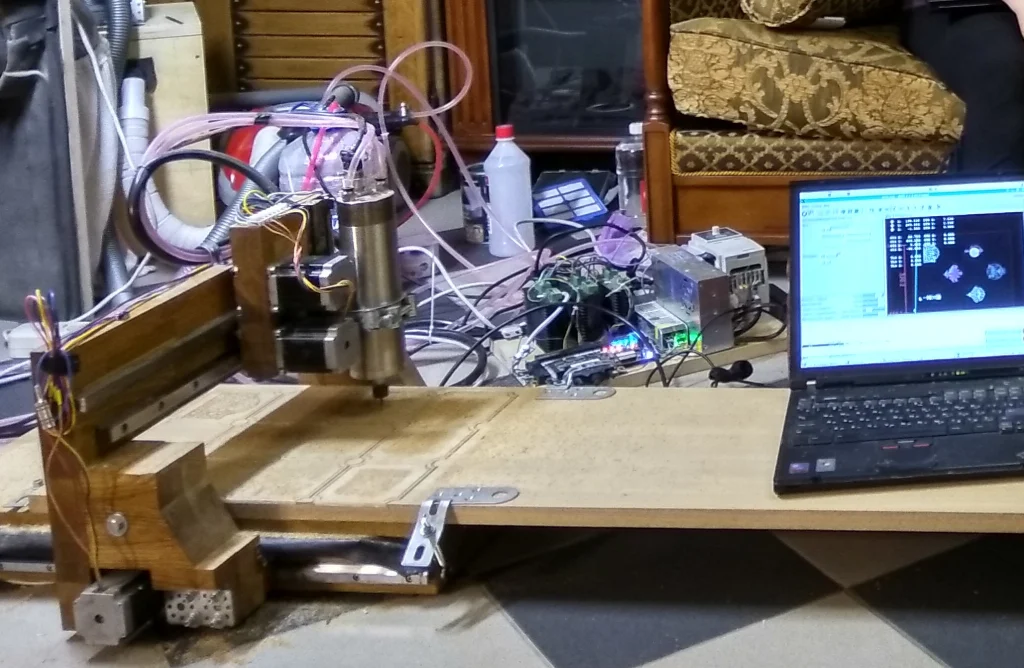
И вот близился 2026г., освоено трехмерное сканирование, о сложностях и возможностях которого сказано было отдельно. Времени сканирование занимает архимного, сканирование 200*200мм может занимать порядка 100 часов непрерывной работы. И все это время Тадам-4 занят и не может выполнять другие работы. Ситуация становилась нетерпимой. Одновременно в другой стране, поскольку изготовление ранее разработанного станка Тадам-8 для точной работы с твердыми сплавами сильно затянулось, надо было оказать помощь с быстрым, к Новому Году, созданием и запуском приличного станка ЧПУ. Вот так и родился Тадам-9.
При его создании мы исходили из следующего —
- станок должен быть сделан из фанеры, но быть крепким настолько, чтобы можно было обрабатывать детали из алюминия;
- станок должен быть максимально дешевым и собираться из деталей, продающихся в изобилии на Озоне;
- электронные компоненты — оттуда же и тоже самые дешевые;
- станок должен быть универсальным, для любых задач — фрезер, лазер, сканер, чертилка, гравер, 3д печать, что угодно;
- сборка не должна требовать точного инструмента и вообще ничего, кроме молотка и клея (но подготовка к сборке может потребовать ножовки по металлу или чего-то типа дремела для нарезания стальных трубочек, если не удастся купить нужных по длине трубочек). Но наличие поверочного угольника, пусть даже взятого на прокат, приветствуется;
- точность при всем том должна быть на высоте достаточной для почти ювелирных работ уровня инкрустации, интарсии;
- ни пользователь, ни, тем более, работники ателье лазерной резки, где будут резаться детали станка, не имеют понятия ни о допусках, ни о посадках, ни о допусках круглости, ни о геометрии. Следует заранее знать, что лазерный станок в ателье заведомо настроен криво — у него между осями Х и У не 90 градусов и они этой проблемой не заморачиваются. Это отразится на деталях, но не критично — халтура ателье заранее предусмотрена, но пользователю, по мере профессионального роста, придется прочитать еще много букв, например здесь о компенсациях кривизны;
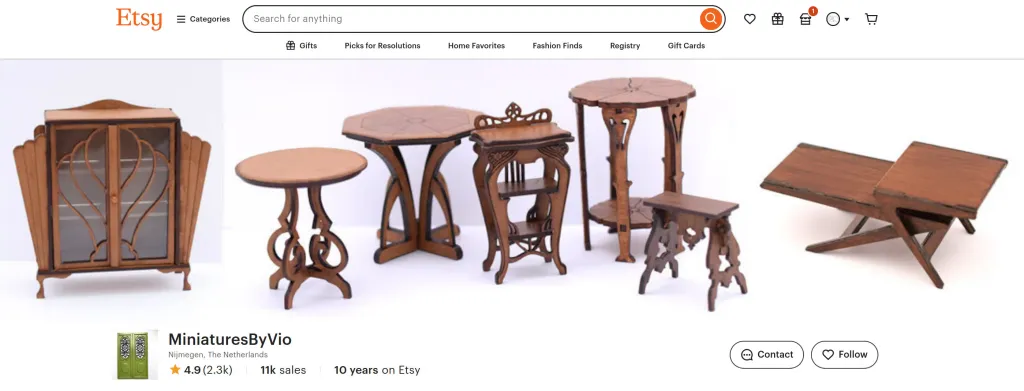
- собрать станок может даже девочка и это не шутка — автору известны процветающие магазины на Etsy, созданные нашими соотечественницами и на лазерном ЧПУ изготавливающие из плебейского МДФ прекрасную кукольную мебель —
Как решались эти противоречивые задачи? Уверенно и методично, академично. Известные свойства материалов и законов физики приводят инженеров к простым и эффективным конструкциям, пример явлен в виде Тадам-9.
Рекламщики навязывают для создания ЧПУ всевозможные полированные валы и для них линейные подшипники — они не дешевые и, главное, весьма посредственные. Например валы готовят из стали ст45 и полируют, в лучшем случае закаливают. Ставят на них линейные подшипники (китайские) —
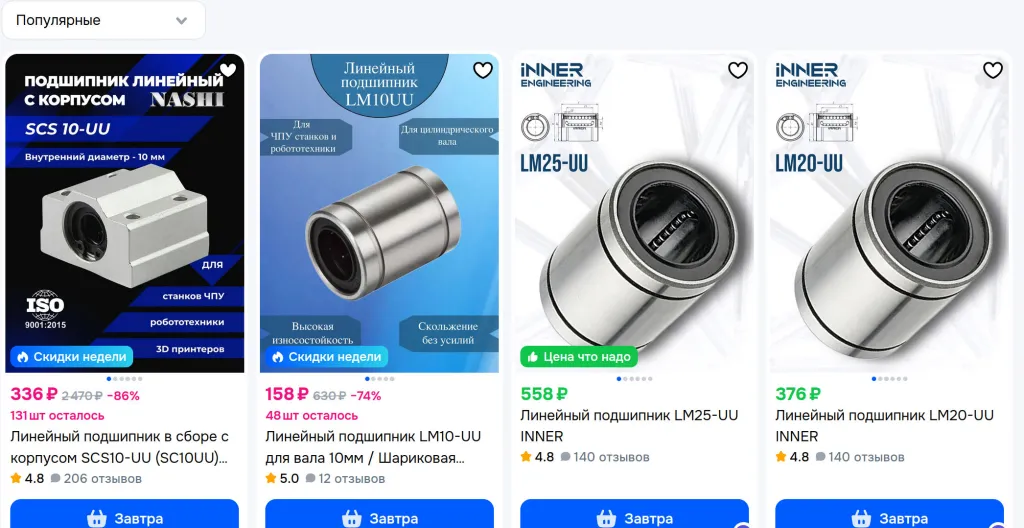
а корпуса у них мягкие, но твердые шарики быстро прокатывают дорожки по валам и начинают люфтить. Защита от пыли там по качеству лучше всего описывается словом «никакая», т.е. требуется частая разборка, промывка, квест с установкой выпадающих шариков и сборкой. Более того, они чрезмерно большие и наружный диаметр их вынуждает конструктора на величину наружного диаметра подшипника отодвигать одну плоскость опоры от другой — чтобы могли проехать друг над другом. А любой изгиб это функция третьей степени от такого «отодвигания». Факторов тут минимум четыре — т.н. «вал» в отличие от трубы внутри не пуст и помимо полезной нагрзуки (от фрезы) вал несет еще и собственный вес, но все же вал прочнее, в нем больше «мяса», хотя сам по себе прогибается больше.
На примере диаметра 10мм и длины вала 500м. расчетынй прогиб вала под нагрузкой 1кг будет 0.31мм, а трубки с толщиной стенки 1мм 0.45мм, т.е. в 1.25 раза больше. Напомню, валов всегда два и нагрузка по ним распределяется. Использование вала требует бОльших отступов, которые определяют «плечо» изгибающих сил — если на дешевую трубочку диаметром 10мм надеть другую трубочку диаметром 12мм, то расстояние между поверхностями будет 12/2=6мм, а если взять линейный подшипник с его диаметром 22мм, то уже минимум 11мм, т.е. больше в 2 раза и нагрузка, прогиб растет в 8 раз. Но вал прочнее трубки и потому 8 делим на 1.25, в итоге использование дешевой трубочки, но с малыми отступами в несколько раз дешевле и в несколько раз крепче. Четвертый фактор это расстояние между трубочками — душманские конкурирующие решения обе несущих линии (вал, рельс) перпендикулярной оси размещают как можно ближе, мы же как можно дальше — это как расставленные ноги у моряка при качке, чем шире, тем меньше качает. Совокупность такого рода конструкторских решений и делает достаточно крепким даже фанерный станок. Дешево, сердито, достаточно точно и надежно —
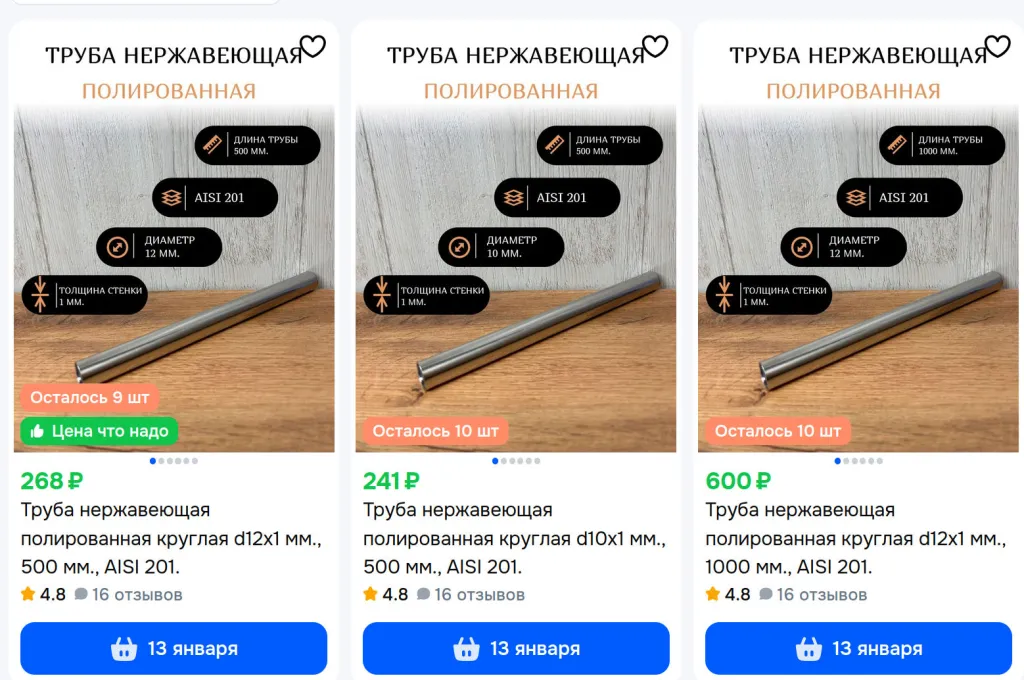
Одной такой трубки за 268 руб. хватит на весь станок и даже останется. Главное, чтобы она была качественной внтури — гладкой и плотно скользила по другой аналогичной трубке диаметром 10мм, что вполне возможно и проверено покупкой даже алюминевых трубочек во ВсеИнструменты и на Ozon.
То же относится к ходовому винту, размер его шариковой гайки еще больше влияет на расстояние между плоскостями. Не говоря уже о конской цене на эти комплектующие —
И это только начало — все эти супер детали требуют своих опор, которые стоят запредельно и неоправданно дорого, требуют много места для размещения. Более того, поскольку все эти опоры изготавливаются отдельно от корпуса станка, то их невозможно точно на корпусе станка разместить и установить. Это приводит к непараллельности валов, их защемлению, закусыванию и пр., к неэффективному использованию рабочего пространства и пр. В общем, от лукавого это все, а не от Музы.
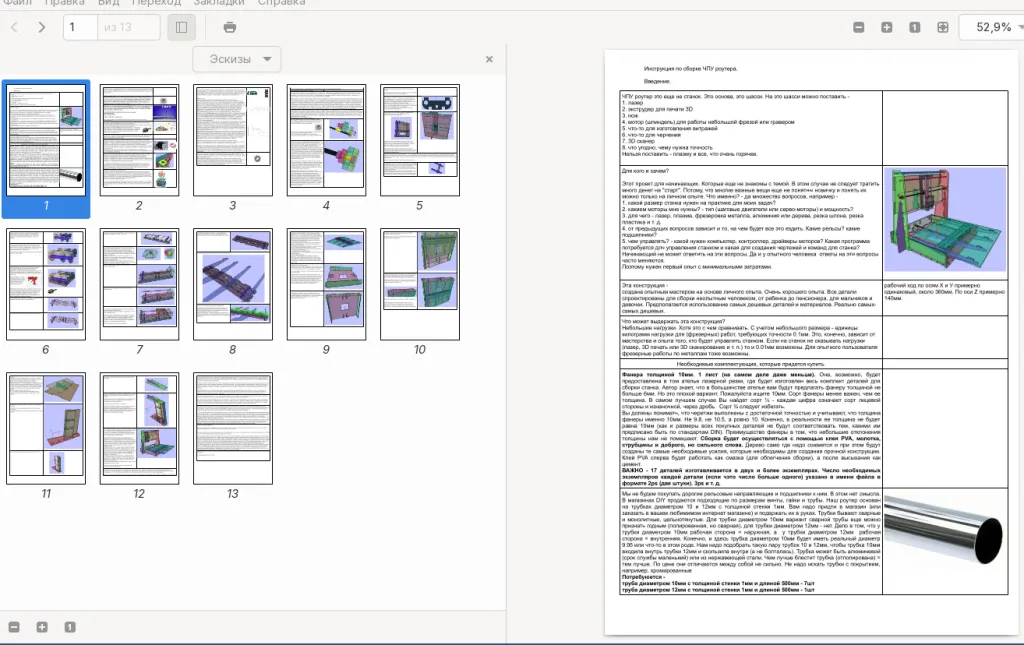
Другие подробности об использовании шаговых двигателей, контроллеров, шаге винтов, драйверов и моторов и т.п. должным образом отражены в вводной части подробной инструкции по сборке станка —
Одного листа фанеры толщиной 10мм хватит на все. И это дарит Мастерам свободу и назависимость!
Для примера показываю три детали из алюминия, изготовленные на таком станке (фреза 3.175 обороты 12000, 0.5мм за проход, подача 600, места обработки смазывать обычной кисточкой любым жидким маслом, если и оливковым, то холодного отжима — дело в не в понтах, а в температуре дымообразования. Также канавки фрезы можно смазать обычным свиным салом — чтобы стружка не застревала) —

Главное помнить о разнице между черновой обработкой с припусками и чистовой, с отдельными операциями обработки под точные посадочные размеры (подшипники и т.п.) и не забывайте про очки!!! — алюминевые опилки будут везде, включая шевелюру!